


1. Introduction
Mechanical and electrochemical properties of a metal surface largely determine the technological area where a particular industrial component could be used. There are many ways in order to improve the mechanical, tribological and corrosion properties of steel, such as adding various alloying elements in the material or modifying the steel surface by various thermochemical treatments [1]. However alloying elements are getting more and more expensive, thus the technological solutions that allow improving the surface properties of inexpensive non-alloyed steels are becoming interesting. The oxy-nitrocarburizing process allows improving mechanical and corrosion properties of steels through thermochemical surface modifications. There are several technological solutions which allow to oxy-nitrocarburize steel components, such as gaseous, plasma and salt bath treatments [1-3]. A gaseous oxy-nitrocarburizing treatment consists of several steps under different gas atmospheres. In general, this type of treatment comprises a nitriding or nitro-carburizing stage followed by a post-oxidation step.
During the nitriding process, the atomic nitrogen (N) is diffused into the surface of a component for the main purpose of increasing the wear resistance [3,4]. The diffused nitrogen reacts with chromium, molybdenum and other elements present in the steel to form stable nitrides dispersed throughout the matrix [5]. This process is usually carried out at a temperature between 500 and 580°C under a controlled atmosphere which comprises generally ammonia (NH3), and it involves the emerging of a nitrided zone. This latter comprises a compound layer, which is largely composed of iron nitrides close to the component surface, and a diffusion zone [5] which consists of formed nitrides close to core material [3].
Nitrocarburizing process is classified into two groups of ferritic and austenitic depending on the treatment temperature [6]: below 590°C, the process is known as ferritic nitrocarburizing.
In general, nitriding or nitrocarburizing process is preceded by a pre-oxidation, which is here understood as the oxidation of ferritic surfaces prior to gaseous nitriding. This process is known to enhance the receptivity of the surface to the effects of nitriding, the uniformity of the compound layer thickness and the nitriding kinetics [4,7].
The oxidation process brings to the formation of a thin oxide layer on top of the compound zone close to the component surface, which covers and seal micropores with the aim to improve the corrosion resistance of the nitrocarburized steel [6]. Generally it is important to produce layers with a high content of high corrosion resistance magnetite (Fe3O4) and to avoid as much as possible the formation of hematite (Fe2O3) [8].
In this work, a gaseous oxynitrocarburizing treatment has been applied to a specific industrial 16MnCr5 component in order to improve the mechanical and corrosion properties. In particular, the original treatment cycle considered in this work comprised four main stages in sequence: pre-oxidation, nitriding, nitro-carburizing and postoxidation.
The main effort has been paid to optimize the treatment cycle in order to develop a shorter cycle time with respect to the base process. A reduced cycle time allows to save gas and energy consumption.
2. Materials and Method
2.1 Components preparation
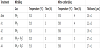
A set of industrial components with a cylindrical cross section, as shown in Figure 1, were selected from a production batch and then stored in a dry and closed environment in order to avoid oxidation phenomena. These components were made of commercial 16MnCr5 low-carbon steel in the annealed temper whose chemical composition is listed in Table 1. All of the components were polished and cleaned inside an acetone bath in a ultrasonic cleaning machine, and then they were oxy-nitrocarburized in a gaseous atmosphere by applying different treatment cycles.

2.2 Gaseous oxy-nitrocarburizing treatment
The components were heat treated under a controlled gaseous atmosphere inside a horizontal tube furnace with a 0.05 m3 volume. Different diaphragms ensured an optimal mixing of the gas fluxes inside the furnace. The components were positioned inside the furnace to reduce the contact surface area between the specimen and the support.
Each treatment was characterized by different stages of heating and cooling under specific gas mixtures, followed by slow cooling under a nitrogen atmosphere.
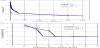
The minimum hardness required for the analyzed component was 300 HV at 0.3 mm from the surface and a corrosion resistance of at least 96 h estimated by means of a salt spray testing. The different treatments tested in this research are the results of a systematic development from an existing base cycle, which is visible in Figure 2. The time length of the Base treatment was about 775 minutes and consisted of the following main stages with respect to the Figure 2:

- Heating inside the furnace chamber under air atmosphere;
- Gaseous pre-oxidation at 350 ± 2°C under N2O atmosphere for 30 minutes;
- Purge in N2 atmosphere;
- Gaseous nitriding at 510 ± 2°C in NH3 atmosphere for 3 hours;
- Gaseous nitro-carburazing at 550 ± 2°C under a gaseous mix of NH3, CO2 and N2 for 4 hours;
- Purging with N2;
- Gaseous post-oxidation at 530 ± 2°C in N2O for 3 hours;
- Cooling with N2 to about room temperature.
This treatment could be ideally divided into two macro-sequences:
- Nitro-carburazing, which comprises stages 2-5 and it is aimed to improve the mechanical surface properties of the component;
- Post-oxidation, which refers to the stages 6 and 7 and it is devoted to improve the corrosion resistance.
For the nitro-carburizing cycle, indicated with (a) in Figure 2, the time length, the temperature and the gas mixture were systematically changed in order to evaluate their influence on the final mechanical properties of the components. The variables were varied according to the design of experiments (DOE) shown in Table 2. The analyzed temperatures were below the iron-nitrogen eutectoid temperature; thus, any phase transformation in the layer compound was avoided [9].
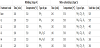
Regarding to the post-oxidation stage, indicated with (b) in Figure 2, the time length and the temperature were varied according to the DOE in Table 3 in order to evaluate their impact on the final corrosion resistance of the component.
2.3 Microstructural and mechanical characterizations
The treated components were then sectioned, and the cross-sectional specimens obtained were polished on a grinding machine using silicon carbide papers with water cooling and a graphite polishing suspension. A gentle load was applied during polishing operations in order to avoid the detachment of the oxide layer from the substrate.
Microstructural analysis was carried out using an optical microscope and a field emission gun scanning electron microscope (FEG-SEM) equipped with an energy-dispersive X-ray spectroscopy (EDS) detector.
Vickers microhardness testing with a load of 0.1 kgf was used to investigate the mechanical properties along the cross section of the component. Three different zones in the cross section of each specimen were analyzed; a single profile resulting from the mean of three ones were considered for each specimen. The hardness measurements were carried out in the cross section at a distance of at least 30 μm from the border of the specimens, therefore outside the compound zone. The hardness of the annealed 16MnCr5 steel was 181 ± 6 HV0.1.
2.4 Salt spray corrosion testing
The treated components were subjected to salt spray corrosion testing according to the ASTM B117:2011 standard [10]. The surface quality was evaluated after 96 h testing as required for the specific industrial component. The transfer of the components from the furnace to the corrosion chamber was carried out using clean gloves in order to avoid any greasy scale on the surface. The salt solution was prepared by dissolving 5 ± 1 parts by weight of high purity sodium chloride in 95 parts of distilled water. The exposure zone of the salt spray chamber was maintained at 35 ± 2°C and the compressed air supply to the atomizing nozzle was maintaned at 100 ± 20 kPa.
3. Results and Discussion
3.1 Nitrocarburizing treatment
The mixture of gasses (NH3, CO2 and N2) during the the nitrocarburizing process (stage 5 in Figure 2) was not changed with respect to the Base treatment. Figure 3a shows the microhardness profile obtained from a specimen treated with the Base treatment, which does not allow to obtain the required hardness at 0.3 mm from the surface. A temperature increase from 550 to 580°C (Treatment A1) led to a hardness improvement with respect to the aforementioned prescriptions. Further, at higher temperature, it was possible to reduce the cycle time from 4 to 3 hours (Treatment A2) without any significant loss in the hardness (Figure 3a). These results suggest how, in the analyzed working range, the hardness is strongly influenced by the temperature reached during the nitro-carburizing process more than the holding time.

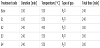
Figures 4(a-c) exhibit the thickness of the compound layer obtained with these last tested solutions (Treatments Base, A1, A2). The measurements of the compound layer thickness are indicated in Table 4, where it is possible to observe how the variation of the holding time and of the temperature does not lead to a significant difference in the layer depth.

It is well known that at higher temperatures the diffusion rate is faster because the mobility of nitrogen and carbon atoms increases [8], leading to a greater kinetics of the thermochemical process. In the present work, the obtained confirmed these expectations, because it was found that it is possible to respect the hardness requirements and to maintain the base compound layer thickness with a shorter treating time.
On the other hand, the results suggested the limit of the process saturation, i.e. the limit over that it is not convenient to increase the time in order to obtain better hardness results and a thicker compound layer. It was useless to increase the nitro-carburizing time from 3 to 4 hours because the compound layer thickness (Table 4) and the hardness depth (Figure 3a) did not change.
Therefore, the nitro-carburizing phase at 580°C for 3 hours (treatment A2) was selected as new base treatment and it was the base-treatment for the following alternative processes, i.e treatments A3, A4, and A5. In these ones, the attention was focused on changing the time and the gas type during the nitriding stage (stage 4) while the temperature was maintained constant at 510°C.The effect due to the injection of a gas mixture containing NH3 and N2O instead of ammonia alone was studied in the nitriding stage with base to [9]. It is known that the use of N2O accelerates the kinetics of the process: the presence of nitrous oxide enhances the nitriding potential of the atmosphere, especially for Cr-containing alloys [9]. This effect allows reducing the treating time.
In this work, the N2O:NH3 rate was maintained in the range of 2-3%. The introduction of N2O during nitriding was experienced both for 3 and 2 hours, i.e. treatments A3 and A4, respectively. Figure 3b shows the dependence of the hardness profile on the nitriding time with and without N2O injection. The reduction of the nitriding time without the N2O injection led to a hardness decrease (treatments A2 and A5). On the other side, the introduction of N2O allowed to reduce the nitriding time without an appreciable decrease of hardness (treatments A3 and A4). These results suggest how, in the analyzed conditions, the hardness improvement due to the injection of both N2O and ammonia is not appreciable for nitriding times greater than 3 hours. The nitriding effect, i.e. the nitrogen absorption process, is non-linear respect to the treating time [8]; therefore, the positive effect due to the injection of nitrous oxide is more appreciable for shorter nitriding times. The N2O allowed to increase the hardness depth with a reduced treating time, from 3 to 2 hours, but it did not lead to any appreciable improvement for a nitriding length of 3 hours.
The injection of a mixture of NH3 and N2O during the nitriding phase allowed to decrease the N2 purge time (stage 3 in Figure 2) after the pre-oxidation as shown in Figure 5 because a complete removal of the residual nitrous oxide in the furnace atmosphere was no longer necessary.

Some components were treated with the purge stage as proposed in the Base treatment and with the reduced stage as visible in Figure 5 in order to test the effects of this purge time’s reduction on the hardness. The hardness profiles obtained are shown in Figure 3c, where it is seen that this modification did not significantly affect the final results.
Figures 4(d-e) show the effects on the compound zone due to the injection of NH3 and N2O. The results evidenced that the depth of the compound layer, reported in Table 4, was significantly increased by the N2O addition. This increase was due to the enhanced nitriding potential of the atmosphere. Moreover, the thickness of the compound layer obtained was similar after 2 or 3 hours of nitriding, as expected from the non-linear kinetics of the nitriding process [8].
The C and N profiles from the surface to the centre of the component were determined by means of EDS from three specimens treated with Base, A2 and A4 treatments (Figure 6).
The compound zone, which generally consists of iron carbonitrides [12], shows a relatively high C concentration than the base material (Figure 6a) due to the atoms absorption and diffusion during the nitrocarburizing stage at 550 or 580°C (stage 5 in Figure 2).
The C atoms diffuse into the surface reaching, with respect to the compound layer, a lower concentration in the diffusion zone, which consists of carbon and nitrogen in interstitial solid solution combined with small carbide and nitride intergranular precipitates (Figure 7). These results seem to be in agreement with Ref. [12]. The C profiles (Figure 6a) confirmed the improvement of the nitrocarburized depth obtained at higher process temperature, i.e 580°C instead of 550°C, and due to the enhanced mobility of the atoms. These results are in agreement with the hardness profiles (Figure 3a), where it is possible to observe the hardness improvement due to higher nitrocarburizing temperature.

Modifications of the nitriding stage under NH3 and N2O atmosphere (stage 4 in Figure 2) do not seem to significantly affect the C atoms absorption and diffusion during the following nitrocarburizing stage in the analyzed working range.
The N concentration reaches progressively the saturation from the beginning of the compound zone to the centre of the component (Figure 6b). The relatively high N concentration in the compound zone is due to the presence of nitrides precipitated during the nitriding process (stage 4 in Figure 2) with a fine lamellae structure, which is visible in Figure 7b. The N profiles confirmed the thickness of the compound layer measured by optical microscopy and reported in Table 4. The enhanced nitriding potential due to the injection of N2O experienced during the nitriding stage allowed to obtain a deeper compound zone. Variations of the process variables during the nitrocarburizing stage (stage 5 in Figure 2) in the analyzed working range do not seem to significantly affect the N-concentration EDS profile (Figure 6b). These results suggest that the N atoms absorption and diffusion seem to be controlled mainly by the previous nitriding stage (stage 4 in Figure 2).
3.2 Post-oxidation treatment
According to the Base treatment, the oxidation process was carried out at 530°C for 3 h, and the resulting thickness of the oxide layer was measured to be 4.9 ± 1 μm (see Figure 8a). Therefore, time and temperature of the post-oxidation stage were changed as shown in Tab. 3 in order to study their influence on the oxide coating thickness. The treating gas (N2O) was not changed. The solution with a longer post-oxidation time (4h) at a lower temperature (450°C) exhibited a thinner oxide layer (Figure 8b), which was measured to be 2.5 ± 0.3 μm. Finally, the influence on the oxidation time was studied both at 530 and 550°C. The results suggested that there are two ways to increase the oxide layer thickness, such as increasing the postoxidation time and/or temperature (Figures. 8c-e). An increase of the oxidation time from 3 to 4 h at 550°C led to an oxide layer’s thickness that was measured to be 8.6 ± 0.9 mm (Figure 8e).

The surface corrosion behaviours of the components treated under the different post-oxidation conditions experienced in this work (Table 3) are shown in Figure 9, where the results after 96 hours of salt fog testing are visible. The component treated by the Base cycle showed a poor corrosion resistance. Thicker the oxide layer, greater the corrosion resistance will be. The best corrosion behavior was obtained with an oxide layer thickness of about 8.6 μm.

3.3 Optimized oxy-nitrocarburizing treatment
A final oxy-nitrocarburazing treatment was carried out by combining the different solutions obtained in the nitriding, nitrocarburizing and post-oxidizing stages analysed in the present work. The final treatment consisted of the shortest nitro-carburizing cycle (treatment A4), which allowed to obtain the required hardness; then, this process stage was combined with the post-oxidation cycle (treatment B4), which allowed to obtain the best corrosion resistance. The whole time length of this thermochemical treatment, which is schematically represented in Figure 10, was 660 minutes (11 h).

Figure 11 shows the FEG-SEM microstructure taken from the surface cross-section of two specimens thermochemical treated with the Base and the optimized oxynitrocarburizing treatments, respectively. The surface oxide layer obtained after an oxidation process of 4 h at 550°C is deeper and more compact than the Base treatment. Further, the compound layer obtained showed an adequate porosity, which allowed a significant penetration of the oxide film into its surface and consequently an improved adhesion of the protective film to the compound layer.

The improved thickness, compactness and adhesion of the obtained oxide film allowed to increase the protection of the substrate against the corrosive external atmosphere. Figure 12 shows the corrosion behaviour of the component after 96 h of salt spray corrosion test.

4. Conclusion
The effects of temperature, holding time and gas mixture applied during an oxy-nitrocarburizing treatment on the hardness and corrosion resistance properties in a 16MnCr5 component have been investigated. Based on the obtained results, the following conclusions can be drawn.
- A temperature increase from 550 up to 580°C during a nitrocarburizing cycle inside a NH3, CO2 and N2 atmosphere allows to increase significantly the kinetics of the process and consequently the hardness depth. Greater kinetics allows to reduce the nitrocarburizing time without any significant loss in the hardness.
- SEM-EDS analysis revealed that the treatment at 580°C for 3h instead of 550°C for 4h induced a higher carburizing depth and, consequently, a deeper diffusion zone, confirming in this way the hardness investigations.
- The use of N2O in addition to NH3 in the N2O:NH3 ratio of 0.03 during the nitriding process improves the nitriding potential of the atmosphere. The positive effects in terms of hardness can be appreciated for nitriding times shorter than 3 hours.
- It is possible to increase the thickness of the oxide layer by increasing both the time and the temperature of the postoxidation process under a N2O atmosphere.
- Longer post-oxidizing time results in thicker magnetite layer over the compound zone and consequently greater corrosion resistance. The best corrosion resistance up to 96 hours evaluated with a salt spray corrosion test can be obtained with an oxide thickness of about 9 μm.
Competing Interests
The authors have declared that no competing interests exist.
Author Contributions
Both the author substantially contributed to the study conception and design as well as the acquisition and interpretation of the data and drafting the manuscript.
Acknowledgments
Special thanks are due to Dr. A. Fabrizi, Mr. G. Mazzacavallo and Mr. E. della Rovere for the experimental contribution to the present work.