


1. Introduction
Zinc is an extensively used significant non-ferrous metal. In nature, zinc ores could be divided into sulphide minerals and oxide minerals. Sulphide minerals include sphalerite (ZnS) and marmatite (ZnxFe1− xS) [1], whereas carbonate and silicate minerals, such as smithsonite (ZnCO3), hydrozincite (2ZnCO3∙3Zn(OH)2), hemimorphite (Zn4Si2 O7(OH)2∙H2O), zincite (ZnO) and willemite (Zn2SiO4) [2,3], are classified as oxide minerals. Zinc oxide minerals are widely distributed, especially in China and Turkey. Given the increasingly depleted sulphide mineral resources, zinc oxide minerals have become significant alternatives for sulphurous ores [4,6]. Techniques for extracting zinc from its oxide ores continue to evolve.
Intensive studies on metal extraction from ores are necessary to keep up with the increasing demand for metals. Zinc oxide ores are subjected mainly to two treatments, namely, pyrometallurgy and wet metallurgy [7,8]. The former brings about serious environmental pollution, whereas the latter, with favourably high metal leaching rate and low cost, could better satisfy environmental requirements [9]. Two principal hydrometallurgy technologies, alkali and acid leaching, can be used for zinc oxide ores. Alkaline gangues (such as Cao and MgO) and silicon gangues (such as SiO2) account for large proportions in zinc oxide ores, and valuable metals coexist with numerous metal impurities. Hence, alkali leaching of zinc oxide ores has been investigated by previous researchers based on the amphiprotic characteristic of zinc, i.e., it does not only dissolve in acid but also reacts with alkali. Depending on the type of leaching reagents, alkali leaching can be grouped into ammonia leaching and superalkali leaching, with ammonium or sodium hydroxide as the main leaching reagents [10].
Treatment of zinc oxide ores (including high-silicon zinc oxide ores) directly by acid leaching has been investigated in multiple countries to obtain qualified zinc solutions and produce zinc metal by electro winning. Inorganic acids, such as sulphuric acid, have been applied as leaching reagents in these studies [9,11,12].
In addition to inorganic acids, organic acids have also been employed as leaching reagents [6,13]. Glucose acid was used by Hurşit [6] as leaching reagent for zinc oxide ores, and citric acid was applied by Shabani [14] for oxide ores. The results from previous studies indicated that organic acids, such as citric acid, acetic acid and glucose acid, could be employed as beneficial leaching reagents [15]. Their aqueous solutions are all mildly acidic [15-17]. A leaching solution with low impurity content could be obtained by mild acids and their salts because of the dissolution selectivity of minerals [18].
Based on the reasons presented above, new organic leaching reagents for zinc extraction are worth examining. TCA is an organic compound with the chemical formula CCl3COOH, which exhibits greater acidity than acetic acid because of the electron-withdrawing effect of chlorine. It is primarily used as an intermediate for organic synthesis, pharmaceutics, pesticides and chemical reagent preparations, as well as a precipitant for macromolecular compounds, such as proteins, DNA and RNA [19,20]. Thus, in the pharmaceutical, biotechnology and chemical fields, a lot of waste acid products (TCA) are generated, which are harming the environment. In the present work, these waste acids are used for recovery of zinc. The comprehensive utilization of these waste acids can not only save resources and protect the environment, but also create a good economic value. However, no leaching reagent for zinc extraction from zinc ores has been reported thus far.
Smithsonite is an important mineral with large reserves among zinc oxide ores, which can be generated through metasomatism between zinc sulphate. It is a secondary mineral in the oxidation zone, often found together with malachite, azurite, hemimorphite, hydrozincite, galena and cerussite. Given that smithsonite can be applied as an alternative ore, it was adopted as the research object in this study. Research literature on the dissolution kinetics of smithsonite [5,21] are rare.
Leaching is the first step in the metallurgical route, and from the economic perspective, the leaching kinetics is significant. Thomas [22] investigated zinc oxide ore leaching with chlorine and chlorine hydrate, and found that the leaching rate was controlled by surface reaction. In another study, the application of organic acid as leaching reagent was investigated. The dissolution kinetics of smithsonite in an aqueous solution of glucose acid under specific influencing factors in a reactor was studied. The stirring speed was found to have no effect on the dissolution rate. The apparent activation energy of the process was 47.92 kJ/mol [6].
The current research was designed to study for the first time the dissolution kinetics of smithsonite with TCA as the leaching reagent and to optimise smithsonite-leaching conditions. Moreover, the effects of specific parameters, such as temperature, acid concentration, particle size and stirring speed, on zinc leaching were investigated. Furthermore, a corresponding chemical reaction-controlling model was obtained, which adequately explained the relationship between the reaction time and the zinc-leaching rate. Finally, the apparent activation energy of the process was determined.
2. Experimental
2.1 Material and methods
The experimental raw materials were obtained from Yunnan, China. Ores with high-grade zinc were picked out, crushed, and screened. Ore samples with average particle size of 2 mm were obtained as experimental materials. To test the composition, X-ray diffraction (XRD) and chemical analysis were conducted using an XRD tester (NSK D/max model) with CuKα target (λ = 1.5406 Å) working at 40 kV voltage, 40 mA current and 10° to 90° scanning range. The XRD pattern in Figure 1 shows that the experimental ore sample was mainly composed of smithsonite and quartz. The chemical analysis results are presented in Table 1, showing that Zn and SiO2 accounted for 44.2% and 5.53% of the ore, respectively. Nonetheless, the zinc oxide ore was mainly composed of smithsonite. The scanning electron microscope (SEM) and energy dispersive spectroscopy (EDS) images of the experimental ore sample obtained by Philip XL30 scanning electron microscope are presented in Figure 2. Figure 2 shows the morphology and the main constituent of the mineral. The EDS analysis result and the chemical analysis result are consistent.


In the experiment, deionised water with resistivity of 18MQ, which was prepared using a Milli-Q5O water-purifying instrument from the USA, was applied as the leaching solvent. The TCA from Xinhui Chemical Engineering and Commercial Co., Ltd., Tianjin, China was analytically pure.
2.2 General procedure
A set of compound device for leaching (Figure 3), hereby referred to as CDL, was specifically designed and customised by ZBR Instrument Co., Ltd. in Jiangsu, China. In this researcher-designed leaching device, eight reactor units were innovatively placed into a thermostatic water bath, each connected to a three-mouth flask. For each flask, a serpentine condenser pipe and a mechanical stirrer were placed in two of its mouths. The third mouth was used for sample filling and solution extraction, blocked off with a ground stopper. In the CDL, the eight condenser pipes were connected by rubber tubes from end to end. They were then connected to a water inlet and a outlet for the condensation of the steam generated during the experiment. Overall, the whole CDL consisted of one water bath, eight threemouth flasks, eight mechanical stirrers, and eight condenser pipes. A number of non-stop magnetic stirrers were placed at the bottom of the water bath to make the liquid homogeneous. Moreover, the water bath was equipped with an automatic temperature controller, and the mechanical stirrers had adjustable rotating speed. Eight groups of experiments could be simultaneously conducted by the CDL. Therefore, the consistency of the experimental conditions and the accuracy of the experimental results were guaranteed.

When the temperature and rotating speed were well adjusted, 5 g of ore sample and 1000 mL of deionised water were placed into the three-mouth flasks for the leaching kinetic experiment. The effects of the factors such as temperature, concentration, stirring speed and particle size, on the dissolution of smithsonite were investigated. For each instance, 5 mL of solution was extracted using a pipette and filled into a sealed chemical bottle. The solution was subsequently subjected to inductively coupled plasma atomic emission spectroscopy (ICPAES, ICP-1000 ΙΙ SHIMADZU) to test the zinc concentration at a certain period. Then, the leaching rate x was calculated.
3. Results and Discussion
The zinc oxide ore is mainly composed of smithsonite, and the reaction between the smithsonite and TCA in the aqueous solution could be expressed as:
2CCl3COOH(aq) → 2H+(aq) + 2CCl3COO–(aq)
ZnCO3(s) + 2H+(aq) → Zn2+(aq) + CO2(g) + H2O(l)
ZnCO3(s) + 2CCl3COOH(aq) → Zn2+ (aq) + 2CCl3COO–(aq) + CO2(g) + H2O(l)
3.1 Effect of temperature
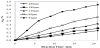
With ore sample concentration, TCA concentration, average particle size and stirring speed set at 0.5%, 0.75 mol/L, d85 = 50 μm and 800 rpm, respectively, the temperature effect on zinc leaching rate was investigated. As shown in Figure 4, a remarkable influence of temperature on zinc leaching rate was exhibited. Within the same period, the leaching rate increased as the temperature increased. After 21 min of leaching, the zinc-leaching rate at 20°C was 24.47%, also exhibiting an upward tendency, indicating that the dissolution equilibrium of the smithsonite leaching process was not yet achieved. At 70°C, the zinc leaching rate reached close to 100% after 10 min. An increase in temperature sped up the solution molecular motion. The collision chance of the leaching reagent with the mineral was improved.

3.2 Effect of reagent concentration
The variation curves of the zinc-leaching rate with TCA concentration are shown in Figure 5. The conditions of the zinc oxide ore sample tested are as follows: 50 μm particle size, 0.5% sample concentration, 40°C temperature, 800 rpm stirring speed and 21 min leaching time. The figure shows that the leaching rate of smithsonite increased with the increase in reagent concentration. The final rate was 73.3% in 0.25 mol/L TCA solution, whereas it reached 84.6% at 0.5 mol/L. The zinc leaching rate further increased with increasing TCA concentration. Consequently, the reagent concentration exhibited a significant influence on the leaching of smithsonite.

3.3 Effect of particle size
The relationships between the dissolution rate and dissolution time of ore particles with different particle sizes in TCA solution are shown in Figure 6. The sample concentration, temperature, TCA concentration and stirring speed were kept constant at 0.5%, 40°C, 0.75 mol/L and 800 rpm, respectively. As seen in Figure 6, the leaching rate increased as the particle size decreased. After leaching for 21 min, the coarsegrading ores exhibited a low leaching rate of only 20% with ore particle size of 260 μm. It increased slightly when the particle size decreased to 180 μm. Moreover, it was 60.40% at 80 μm, after which it reached the highest at 50 μm. Based on the results, the ore particle size variations exhibited a large influence on the dissolution rate of smithsonite. This finding can be attributed to the specific surface area of the mineral particle, which increased with the decrease in particle size. Hence, small particle size is conducive for the leaching agent to get into the mineral gaps, such that the collision chance of the leaching reagent with the mineral particle is improved. The products can easily enter the solution, thereby facilitating the dissolution of smithsonite.
3.4 Effect of stirring speed
To investigate the influence of stirring speed on the dissolution of smithsonite in TCA solution, five different stirring speeds ranging from 200 rpm to 1000 rpm were selected for this experiment. The TCA concentration, average ore particle size and reaction temperature were kept constant at 0.75 mol/L, 50 μm and 40°C, respectively. The results presented in Figure 7 show that the dissolution rates of zinc oxide at different stirring intensities varied only slightly; therefore, the stirring intensity exhibited limited influence on the dissolution of smithsonite in TCA solution. From the kinetic perspective, this observation indicates that the solid and liquid phases could be homogenously mixed in the reactors, and the reaction may be controlled not by diffusion but by chemical reaction.

3.5 Dissolution kinetic analysis
The dissolution reaction of smithsonite in TCA solution is a liquid– solid heterogeneous dissolution reaction. Liquid–solid reactions can be generally classified into three forms: (1) The products are soluble in water, and the solid particle sizes gradually decrease until they completely disappear as the reaction proceeds. (2) The products are solid and adhere to the unreacted core, according to the shrinking core model. (3) The solid reactant disperses in the insoluble gangues, and the liquid one diffuses into the ores through pores and cracks; thus, dissolution occurs simultaneously on both the surface and the interior.
The total reaction equation of the dissolution process can be expressed as follows:
αA + bB = cC + dD
For a dissolution reaction without any solid product layer, when the leaching agent concentration is kept constant during the reaction, the kinetic equation of leaching process can be generally expressed as [23,24]
1–(1–x)1/Fp = [bk'CA0/(αρBr0)]t
where x is the leaching rate; k' is the apparent speed constant; CA0 is the initial concentration of leaching reagent A; ρB is the molar density of the ore particle; r0 is the original radius of the ore particle; Fp is the shape factor of the particle; and a and b are the reaction coefficients of the leaching agent A and the ore B, respectively. When the leaching reagent concentration varies during the leaching process, the leaching kinetic equation of the single-size fraction system can be generally expressed as [23,24]
[dx]/[dt] = [(3bk'CA0)/(αρBr0)] (1–x)2/3 (1–aσx/b)
where σ is a constant related to single-size fraction, average-size fraction or multiple-size fraction, and σ = nB0/(CA0V).
The value of n is related to the particle size of the initial solid reactant B0.
For leaching reactions that generated solid products, the rate equation of leaching kinetics can be divided into the following forms:
If the total leaching rate is controlled by the diffusion of the liquid boundary layer, the kinetic equation is presented by the following equation [23,24].
x = 3bDLCA0/(αбρBr0)] t
where DL and б are the effective diffusion coefficient and the thickness of the liquid boundary layer, respectively.
If the total rate is determined by the interior diffusion rate of the solid product layer, the kinetic equation can be expressed as [23,24]
1–2/3x–(1–x)2/3 = 2bDSCA0/(αρBr02)]t
where DS is the effective diffusion coefficient of the solid product layer.
If the total reaction rate is determined by the chemical reaction rate, the kinetic equation is [23,24]
1–(1–x)1/3 = bkrCA0/(aρBr0)] t
where kr is the speed constant of the interface chemical reaction. Moreover, the hybrid control of those above has a leaching rate equation expressed as [23-25]
1/3ln(1–x)+[(1–x)–1/3–1] = k t
Additionally, the volume reaction model can be grouped into regular pore model, homogeneous model, random pore model, particle pore model, and so on [23,24,26,27], all of which are not suitable to be applied as the kinetic model in this experiment based on their applicable conditions.
In accordance with the particle characteristics and SEM morphology of the ore, the experimental particles could be approximated to be spherical, with a shape factor of Fp = 3. Given that the stirring speed almost has no influence on the dissolution of smithsonite, the external diffusion control could be excluded. Thus, the reaction equation (11) could be defined and subsequently fitted. Furthermore, the correlations between the experimental data and other reaction models were investigated, as shown in Table 2.
1–(1–x)1/3 = [bk'CA0/(aρBr0)] t

The statistical data based on multiple models revealed that the dissolution reaction of smithsonite in the TCA solution was controlled by neither the liquid film diffusion nor the product layer diffusion.
The correlation coefficients obtained based on the surface chemical reaction controlling model all exceeded 0.99. According to Eq. 11, the reaction was controlled by chemical reaction.
In accordance with Eq. (11), the variation curves of 1–(1–x)1/3 with time t at different temperatures were plotted in Figure 8(a), showing a favourably linear relationship. This result suggests that the dissolution process of the smithsonite in the TCA solution was indeed controlled by chemical reaction.

To determine the influences of TCA concentration, temperature and ore particle size on the leaching kinetics of smithsonite, the following semi-empirical model was eventually established:
1–(1–x)1/3 = [k0.(CTCA)α.(P)β exp (–E/RT)] t
where k0 is the pre-exponential factor; and C, P, E, R and T represent the reagent concentration, the ore particle size, the activation energy, the universal gas constant and the thermodynamic temperature, respectively.
When only the TCA concentration is varied and others are unchanged, Eq. (12) can be expressed as
1–(1–x)1/3 = k0.(CTCA)α t
d[1–(1–x)1/3]/dt=k0. (CTCA)α
For Eqs. (13) and (14), the relation curves between 1–(1–x)1/3 and time t under different TCA concentrations were eventually drawn, as plotted in Figure 8(b). The slopes correspond to the values of d[1–(1– x)1/3]/dt under different TCA concentrations. The ln[d[1–(1–x)1/3]/ ]/ dt]-lnC curves are plotted in Figure 9(a), with the slope α calculated as 0.384. Likewise, the relation curves between 1–(1–x)1/3 and time t under different particle sizes were also drawn, as plotted in Figure 8(c). The curves between ln[d[1–(1–x)1/3]/dt and lnP were plotted in Figure 9(b), with the slope calculated as β = 0.969.

Thus, the dissolution kinetic equation of smithsonite in the TCA solution could be depicted as
1–(1–x)–1/3=[ k0 (C)0.384 (P)0.969 exp(–E/RT)] t
3.6 Activation energy
The temperature dependence of the chemical reaction could be given by Arrhenius equation as follows:
lnk = lnk0 – E/RT
For Eq. (16), lnk-1/T is supposed to be a straight line with slope of –E/R and intercept of lnk0, as plotted in Figure 10. The experimental data conformed to Arrhenius equation, and the corresponding apparent activation energy for the dissolution of smithsonite in TCA solution was calculated as 47.61 kJ/mol. The observations further demonstrated the chemical reaction control on smithsonite dissolution. Subsequently, the values of α, β and E were substituted into Eq. (15), obtaining k0 = 0.0002min–1 as the statistical average.

Consequently, the dissolution kinetic equation of smithsonite in the TCA solution could be established as
1– (1–x)–1/3 = [0.0002 (C)0.384 (P)-1.0404 exp(–5726T)] t
4. Conclusion
In this study, the dissolution kinetics of smithsonite, an alternative resource of zinc oxide, in trichloroacetic acid solution was investigated, together with its influencing factors. TCA can be derived from industrial waste in the pharmaceutical, biotechnology and chemical fields. The waste acid can be used for recovery of zinc. Finally, the following conclusions were obtained:
- The dissolution rate of smithsonite in the TCA solution was not restrained by the stirring speed, which suggested that it was not controlled by the diffusion of the solution phase.
- The apparent activation energy of the reaction was 47.61 kJ/ mol. The reaction rate exhibited great sensitivity at temperatures within 20°C to 60°C, that is, temperature had a large influence on the reaction rate. Moreover, with TCA concentrations ranging from 0.25 mol/L to 1.25 mol/L, an increase in TCA concentration facilitated the dissolution of smithsonite. Furthermore, the dissolution rate increased with the decrease in ore particle size. Finally, the reaction kinetic model associated with the principal influencing factors was eventually constructed as 1–(1–x)–1/3 = [0.0002 (C)0.384 (P)0.969 exp(–5726T)] t.
- Overall, a high reaction speed of smithsonite was exhibited in the TCA solution, indicating that TCA has a dissolving effect on zinc oxide ores, and therefore, can be applied as an advantageous organic leaching reagent.
Competing Interests
The authors have declared that no competing interests exist.
Author Contributions
All the authors substantially contributed to the study conception and design as well as the acquisition and interpretation of the data and drafting the manuscript.