


1. Introduction
Metal matrix composites (MMCs) have many advantages compared with monolithic metals like higher specific modulus, higher specific strength, better properties at elevated temperatures and lower coefficient of thermal expansion [1]. MMCs have recently been used as critical structural applications duo to the combination of superior mechanical properties such as better tensile strength, elastic modulus, wear resistance and high temperature stability in comparison with the parent matrix alloys [2]. Zinc–aluminum (Zn-Al) alloys containing a spot of copper have prove to be possible as cost and energy effective substitutes for a variety of bronze, cast iron and aluminum alloys in bearings and as a structure material because of their higher strength, better wear resistance, lower casting temperature and abundant resources [3,4]. These alloys are used as an alternative material for bronze and aluminum alloys because of their good tribological properties. They have shown satisfactory service performance when used for the components such as bearings, punches and seals in which high mechanical properties and wear resistance are required [5].
In order to take advantage of and improve its basic properties, reinforcing Zn-Al alloys with ceramic materials has been explored [6]. The use of reinforcements such as silicon carbide (SiC) and alumina (Al2O3) has ameliorated in hardness, strength, specific strength, wear and creep resistance of Zn-Al based composites [7,8]. Among the plenty of manufacturing processes available for discontinuous MMCs, semi-solid stirring is generally accepted as a particularly promising route [9,10]. Its advantages lie in its simplicity, flexibility and applicability to a large quantity production and also it is the most economical of all available routes for MMCs [11]. Before semi-solid stirring process, SiCp were pretreated. SiCp was pretreated to form a layer of Cu film on it, which prevented the interfacial reaction with molten Zn-Al alloys and improved the wettability between the reinforcements and the matrix alloy.
In the present study, the Zn-40Al composites with different contents of SiCp were successfully fabricated by semi-solid stirring technique. Subsequently, the effects of SiCp contents on the microstructure, mechanical properties and wear behavior of the composites were investigated.
2. Experimental Procedure
2.1 Material
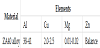
Commercial pure zinc (Zn-99.99wt. %) and aluminum (Al- 99.97wt. %) were procured for the production of the Zn-40Al alloy to be produced as the matrix for the composite. The sample designations for the fabricated Zn-40Al based composites are presented in table 1. Chemically pure silicon carbide particles (SiC, 1μm), were selected as reinforcement for the composite productions with different contents. SEM images of untreated and Cu-coated SiC particles were shown in figure 1.

2.2 Fabrication of the composites
The fabrication of the Zn-40Al/SiCp composites was performed using semi-solid stir-casting process consisted of the following steps: (1) Zn-40Al alloy was molten at 700 °C in stainless steel crucible and then cooled to a semi solid state (at a temperature of about 510 °C); (2) The SiCp preheated at 500 °C to remove moisture and to improve wettability with Zn-Al alloy was added into the semi-solid matrix alloy, stirred at 850 r/min for 30 min; (3) The semi-solid slurry was then poured into a preheated container (480 °C) and allowed to solidify to obtain composite billets.
2.3 Microstructural examination
Microstructure observation was carried out by scanning electron microscope (SEM). The samples for the examination were metallographically polished and etched using hydrofluoric acid solution for 5 s before the microstructural investigation was carried out.
2.4 Mechanical testing
The hardness, tensile properties and wear behavior of the composites were evaluated using Brinell hardness testing, tensile testing, and wear testing, respectively. The specimens for hardness test were ground and polished before carrying out multiple hardness indentations. The hardness values within the range of ±2% were averaged to obtain the hardness value.
A universal tensile testing machine operated at a strain rate of 0.5 mm/min was used for the tensile testing of the composite samples which were machined as a bone-shape with a gauge length of 25 mm and a diameter of 5 mm. The samples were pulled in tension to fracture and stress-strain curves were generated for each sample in accordance with ASTM 8M-91 Standard (1991). The tensile properties evaluated from the stress-strain curves are yield strength, tensile strength and percent elongation. Multiple tensile tests were performed for each test composition of the composite to guarantee the reliability and reproducibility of the results.
Wear tests were carried out at RM (room temperature) with a wear testing equipment controlled by computer. The external diameter of the counterpart discs was 3 mm and it was made of induction quenched GCR15 steel, which had a hardness of HRC 60. Abrasion test were performed at a constant load of 1850 N. For each sample, the test was carried out at a constant sliding speed of 0.1 m/s for 25 min. Each wear sample was ultrasonically cleaned in acetone and weighed by an electronic balance with an accuracy of 0.1 mg before and after the wear test to measure the mass loss. The friction coefficient of the sample was recorded simultaneously by the computer. Three tests were carried out for each set of sample. The worn surfaces were analyzed by SEM.
3. Result and Discussion
3.1 Microstructural characterization
Figure 2 shows the microstructures of the Zn-40Al alloy and the selected Zn-40Al/SiC composites. The microstructure of the Zn-40Al alloy in the cast condition forms α-Al dendrites and Zn + η phase-rich in interdendritic spaces. The addition of copper influences the formation of intermetallic ε phases (CuZn4) in the interdendritic regions. In the composites with different contents of SiC, the microstructures appear very similar, consisting of the dendritic structure same with that of the Zn-40Al alloy matrix and well distributed reinforcing particles in the interdendritic regions. Regardless of the contents, dendrites percentages are slightly higher than in the Zn-40Al alloy without SiC. Nevertheless, the addition of SiC of the base alloy resulted in the occurrence of finer grains, same with the observation in the previous investigations [12-15]. Similarly, addition of SiC promotes a more uniform distribution of precipitates presence in the interdendritic regions. Similar microstructural features have been reported by Alaneme who worked on Zn-40Al based composites reinforced with bamboo leaf ash and silicon carbide. However, the density measurements showed that the composites contained some porosities, and the amount of porosity in the composites increased with the increasing content of the SiC (Table 2).


3.2 Mechanical behavior
The Brinell hardness of the composites and matrix alloy is given in Table 2. The relation between the particles content and the hardness of the composites was plotted in Figure 3(a). As compared to the Zn- 40Al matrix alloy, the hardness of the MMCs was higher, indicating the addition of SiC particles increased the hardness of the Zn-Al alloy [16,17]. Furthermore, the hardness of the composites increased with increasing SiC content. The fine, hard and well dispersed SiC particulates was responsible for the improved hardness.
The profiles of ultimate tensile strength (UTS) of the composites as a function of SiC content were depicted in Figure 3(b). With the increase of SiC contents, the tensile strengths exhibited a tendency to decrease after the first rise. It indicated that compared with non- SiC addition alloy, adding 0.5% SiC can improve the tensile strength. When the alloy contains 0.5% SiC, the UTS value is 463 MPa and the YS is 460 HB. The improving amplitudes reach 19.6% and 27.1%, respectively. When adding 1.0% and 1.5% SiC, the tensile properties decline significantly compared to the composite with 0.5% SiC. And the total elongation (TE) decreases continuously with the increasing contents of SiC. The UTS increases from 387 to 463 MPa while the TE decreases from 2.4% to 1.1% after incorporating 0.5 wt. % in SiC particulates. The decrease in the TE of the composites with increasing SiC content may be due to the limited plastic deformation of the matrix by the particles and the deterioration of ductile matrix content when the amount of porosity in the composites increased with the increasing content of the SiC. Moreover, the residual stresses generated due to the large difference in thermal expansion coefficient between the matrix and particles would probably contribute to the brittle nature of the composites [18].
The fracture morphologies of the Zn-40Al/SiPp composites are shown in figure 4. The presence of small dimples and tearing ridge indicates that the fracture mechanism of the composite with 0.5% SiC is principally ductile fracture containing some brittle failure. It can be seen that the amount of dimples decrease with the increase of SiC content while the flat regions exhibit an opposite tendency. It is worth noting that, in addition to the fracture features mentioned above, shrinkage cavities can also be found on the fracture surfaces of the composites with 1.0% and 1.5% SiC, which can be attributed to the dendrite segregation in non-equilibrium solidification process.

The strength and hardness of the Zn-40Al alloy and Zn-40Al/SiCp composites are listed in Table 2. The ratio of hardness to strength has been plotted as functions of the SiC content, as shown in figure3 (c). The ratio of hardness to strength is approximately equal to 3 in theZn- 40Al alloy and Zn-40Al/0.5%SiPp composites, but obviously increased to high value in the Zn-40Al/1.0%SiPp and Zn-40Al/1.5%SiPp composites.
Following the analyses of Zhang et al. [19], the ratio of hardness to strength should be related to the difference in the shear ability of various materials, which can be schematically plotted versus the value α [20]. This parameter (α=τ0 /σ0) related with strength of materials was induced in the Ellipse criterion proposed by Zhang and Eckert to explain the deformation and failure behaviors in different materials [19-21], where σ0 and τ0 are critical normal and shear fracture strength. It can be concluded from these results above that the mechanical characteristics in the Zn-40Al alloy and Zn-40Al/SiCp composites should be mainly affected by these variations, as illustrated in figure 5. As the increase of SiC content, the dimension of crystals is smaller and the dendrite segregation becomes aggravation for ZA40-1.5% SiC. The brittle fracture and obvious shrinkage cavities can be seen in figure 4 (c). For the present Zn-40Al/1.0%SiPp and Zn-40Al/1.5% SiPp composites, the slip stress in the interior of grains increases so that the critical shear stress along the localized shear bands is greatly enhanced [22,23].The critical normal stress decreased with the appearance of these pore- and crack-like defects. Accordingly, the ratio of hardness to strength can be affected by the refined structures and the induced porosity through influencing the τ0 and σ0.

3.3 Wear behavior of the composites
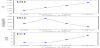
The effect of sliding distance on the coefficient friction of Zn-40Al alloy and Zn-40Al/SiPp composites is seen in figure 6. It is shown that with an increase in sliding distance, there is a gradual decrease in coefficient of friction for both the matrix alloy and the composites. Similar results have also been reported by other researchers [24,25]. At the beginning of the test run, contact between the sliding surfaces occurs at only a few highly protruding asperities [26]. In the case of the Zn-40Al alloy, asperity junction took place in the initial stage due to the low hardness and inferior strength. Local tearing occurred in the vicinity of the asperities and resulted in coarse debris which can be confirmed by the following wear surfaces analysis. However, the friction coefficient values (Figure 6) do not show any marked sensitivity to the variation of the SiC content in the composites. The friction coefficient values of the composites are within the range of 0.25 and 0.35.

Coefficient of friction values of Zn-40Al alloy and the developed composites are given in Table 3. It is obvious that the friction coefficient is slightly declined by adding 0.5% SiC particles into the matrix. Further increasing the content of SiC to 1.0% results in a significant increase. Composite containing SiC (1.0% and 1.5%) having higher friction coefficient values. An increase of 31.4% and 11.0 % in the coefficient of friction is observed for 1.0 wt% and 1.5 wt% SiC composites respectively compare to the matrix alloy without SiC.
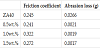
The variation of the abrasion loss of Zn-40Al40/SiCp composites as a function of SiC content is depicted in figure 7. It is observed that the abrasion loss decreases dramatically from alloy to composites, and slightly decreases with the increase of SiC content. Incorporating 0.5wt% SiC reduces the abrasion loss from 0.0266 g of the alloy to 0.0021 g of the composite. This can be explaned by the higher hardness of the composites and the good interfacial bonding between the matrix and reinforcement [27]. Furthermore, as shown in figure 8, the extent of direct metal-to-metal contact can be ruduced by SiC, which play the role of bearing load for protecting the matrix during the sliding process.


The SEM photographs of worn surfaces of Zn-40Al matrix alloy and Zn-40Al/SiCp composites can be seen in figure 9. There is a difference in the morphology of worn surfaces between the composites and the matrix alloy. The composites show fine grooves on the surface, whereas shallow and widergrooves are observed in case of the matrix alloy, which can explain the lower wear rates of the composites.

Porosity has a negative effect on their mechanical properties, which is the distinguishing feature of sintered materials. The influence of porosity on the wear behaviour of materials depends on the wear conditions and is not clearly identified. In the present investigation, these are not studied. Under certain conditions and depending on the pore size, porosity is observed to be beneficial for wear resistance by entrapping the wear debris and preventing the formation of large abrasive agglomerates. Pour filling superficially reinforce the material and result in diminishing plastic deformation and particle detachment around the pores.
From the results and discussions above, the major conclusions are summarized as follows:
- The microstructures of the composites are similar, consisting of the dendritic structure of the Zn-40Al alloy matrix with fine dispersed SiC. After adding SiC, the microstructures of Zn-Al alloys are refined. However, with the increase of SiC content, a number of shrinkage porosity occurs. The most effective refining appears in Zn-40Al-0.5% SiC. Adding SiC could refine the grain and abate the dendritic grainsby strongly pinning dislocations and subgrain boundary.
- The hardness of the composites for all the composites were much higher than the Zn-Al alloys, and increased with the increase of SiC content in the composites.
- The tensile strength and yield strength of the composite with 0.5 wt% of SiC were higher than the Zn-Al alloys, but decreased with the increase of SiC content in the composites, with a maximum reduction of 8.5% in tensile strength.
- The wear resistance ability of the composites increases with increase in the weight percent of SiC. As much as 90% decrease in abrasion loss was obtained for the SiC reinforced Zn-40Al composites containing 0.5 wt% SiC.
4. Data Availability Statement
The data used to support the findings of this study are included within the article.
Competing Interests
The authors declare that they have no competing interests.