


1. Introduction
Naturally, metal implants are subject to corrosion and fretting in biological environments, thus the release of metal ions and wear products appears to be unavoidable. Despite this, researchers are working diligently on finding solutions to minimise the problems. Recently, renewed interest has developed in applying Ta or Ta2O5 as a coating material on implants due to their excellent corrosion resistance and biocompatibility [1-3] and greater bioactivity than Ti [4]. Perhaps, the suitability of Ta as a biomaterial can be best illustrated by quoting the abstract of Black’s review paper on the biological performance of tantalum [1], “In summary, metallic tantalum is a promising biomaterial whose applications have been limited by technical rather than biological” and “Both the pure metal and its principal oxide possess low solubility and toxicity”. In addition, Ta2O5 oxide is highly wear-resistant [5]. Another attraction of the Ta-O system is that Ta-Ta2O5 composites can be formed in situ, i.e. directly through solidification. However, using pure Ta or Ta2O5 alone may not satisfy the mechanical property requirements of the articulating components. Pure Ta coatings do not possess sufficiently high mechanical properties, especially wear resistance, while the direct deposition of a Ta based ceramic coating on a metal implant encounters the problem of coating adhesion failure.
As corrosion and wear are surface or near-surface phenomena, it is sensible to make use of various surface modification techniques to improve the surface properties of implant materials. Among the many surface modification techniques, the surface coating approach has been found to be most successful in fabricating a whole range of wear and corrosion protective bio-inert coatings on the articulating surfaces of Cr-Co-Mo and Ti-alloys implants. Hard coatings are particularly relevant to Ti-alloys because of their poor fretting resistance. Various surface coating/treatment methods have been extensively studied for improving the wear resistance and in inhibiting the corrosion of orthopaedic implants, including plasma spraying, physical or chemical vapour deposition (PVD, CVD), pulse laser deposition (PLD), ion implantation, fluidised bed deposition, sol-gel, thermal oxidation, diffusion, laser surface coating, and others [6,7]. Notwithstanding the advances and successes that have been made in deposition techniques, thermal oxidation and implantation technologies for producing protective coatings on metallic implants, some of the limitations and deficiencies are not easy to overcome. For instance, although ion implantation and PVD methods can normally produce high quality wear and corrosion resistant films, they are line-of-sight processes, and the long-term endurance of the relatively thin film is questionable. For PVD methods, since the processes are normally carried out at relatively low temperatures, only a physical rather than a chemical bond is produced at the interface and this can result in weak coating adhesion [6]. On the other hand, relatively thick wear protective layers can be produced using thermal oxidation and thermal/plasma spray methods; however they have a low interfacial bonding strength with the substrate [7]. Moreover, the thermal spray methods normally produce a high level of porosity in the coating [7]. Recognising these limitations, it is considered that laser cladding is a promising alternative method for fabricating relatively thick biocompatible metallic coatings. Unlike many other surface coating methods, the laser cladding technique produces a metallurgically bonded coating-substrate interface [8,9]. Indeed, Bandyopadhyay [10] has employed laser processing technologies to produce various kinds of protective coatings on Cr-Co-Mo and Ti based implant materials with positive outcomes. He also succeeded in fabricating porous and dense Ta coatings on Ti, using laser net shaping [10,11]. The results indicate that Ta coatings offer an excellent environment for promoting biological fixation. In spite of this promising result, it is well recognised that pure Ta is a ductile metal with relatively low mechanical properties; Ta alone cannot survive the harsh wear conditions when employed in orthopaedic articulating applications. Recognising this challenge, this study investigates fabricating Ta- Ta2O5 composite coatings using the laser cladding technique. Indeed, Ta-Ta2O5 composite layers fabricated on polyetheretherketone (PEEK) surfaces by plasma implantation have been demonstrated to have large clinical application potential [12].
2. Experimental Details
The creation of the Ta-Ta2O5 composite in situ was realized through a monotectic and a eutectic reaction between Ta and O as the solidification temperature decreases (Figure 1). Since the Ta2O5 phase (reinforcement) was formed in situ, it was thermodynamically in equilibrium with the matrix, i.e. the Ta solid solution phase. This is different from ex-situ composites where the reinforcements are produced externally and are added into the matrix material in a separate process. A major problem with ex-situ composites is that a weak interface is often obtained between the matrix and the reinforcing phase due to undesirable chemical reactions and possible contamination of the reinforcing phase.

Prior to laser melting, the β-Ta2O5 (0.5 μm) powder was placed on the surface of the Ta (99.9%) substrate to form a powder-bed of about 1.5 mm thick. In order to achieve this coating thickness, an Optomec LENS MR-7 laser system (1kW fiber, wavelength of 1070 nm) was used to fabricate seven overlaid layers each of about 0.3 mm on the substrate. The laser processing conditions employed were a power of 0.6 kW, travelling speed of 600 mm/min, track overlapping rate of 40% and a focused beam diameter of 0.5 mm. The experiment was conduct in a grove box filled with Ar gas with an oxygen level of less than 100 ppm.
The phases and microstructure of the coating were examined using a Rigaku x-ray diffractometer with Cu-Kα radiation operated at 40 kV and 30 mA, and a Quanta 450 field emission scanning electron microscope (SEM) equipped with an Oxford (X-Max) energy dispersive spectrometer. The compositional analysis was conduct using energy dispersive x-ray spectroscopic (EDS) analysis in spot mode. The hardness value was determined using a Vickers hardness tester with a load of 0.5 kg and a loading time of 30 s. The electrochemical experiment for studying corrosion properties was conducted in Hank’s simulated body fluid solution at room temperature with a platinum plate as the counter electrode and a saturated calomel electrode (SCE) as the reference electrode. The wear property was evaluated using a universal wear machine operated in pin on plate mode (TE99 Phoenix Tribology Ltd), and the samples were tested in Hank’s solution. A 5.4 mm diameter Al3O2 ball (hardness of 1300HV) was used for the wear test with a load of 4.9 N. The sliding stroke length was 8 mm, the reciprocating frequency was 0.5 Hz and the length of the test was 8 minutes. The average surface roughness value (Ra) of the Al3O2 ball prior to the test was measured to be 0.11 μm, while for the coating surface, it was 0.03 μm. The final wear track width was measured using a Leica microscope.
3. Results and Discussion
3.1 Microstructure characterization
The XRD patterns (Figure 2) obtained for the coating show that Ta and α-Ta2O5 (JCPDS card, No. 19-1300) were present and no β-Ta2O5 was detected. This suggests that the raw β-Ta2O5 powder with an orthorhombic crystal structure transformed to a tetragonal structure of α-Ta2O5 after laser cladding as a consequence of the melting of the raw powder and a rapid solidification of the melt. This was supported an examination of the microstructure of the coating. It is considered important that the high solidification rates of the laser cladding process avoided the transformation of the high-temperature tetragonal (α) phase to the low-temperature orthorhombic (β) phase, because such a transformation is accompanied with a volumetric change. This is undesirable because internal cracking may occur [14]. Indeed, cracks were not observed in the coating (Figure 3), moreover, no crack was found at the interface between the coating and the Ta substrate.


So far, very sparse information concerning the solidification of the binary system of Ta-O is available in the literature. In fact, the solidification behavior of monotectic alloys has not been widely studied. An examination of the microstructure of the coating revealed that it consists of a two-phase structure of Ta and Ta2O5 (Figure 3a). The light color phase measured using the Oxford energy dispersive spectrometer has an average oxygen content of 23.7 at % (range from 23.1% to 24.1%), whilst the dark color phase has an average level of oxygen of 77.1 at % (range from 76.8% to 77.2%). According to the Ta-O phase diagram (Figure 1), the former is identified to be a tantalum-rich solid solution, α-Ta(O), and the latter Ta2O5. The average volume fraction of Ta2O5 phase measured by the Leica Application Suite image analyze was 0.519 (max. 0.535, min. 0.510). It was noticed that some relatively large pockets of Ta2O5 (marked P in Figure 3a) were present in the microstructure. This was considered to be a freezing pattern of a hypo-monotectic alloy as a result of the monotectic reaction of L1→α(Ta-rich)+L2(O-rich). The creation of a hypo-monotectic alloy was likely the result of partial melting of the Ta substrate and mixing with the Ta2O5 melt. Moreover, the low partial oxygen pressure of the processing chamber may also cause the reduction of Ta2O5 to Ta, and further experiments are being conduct to clarify this. Turning to the monotectic reaction, the morphology of the final microstructure of L2 transformation depends in a rather intricate way upon the interfacial energies (γ) of γα-L1, γα-L2, γL1-L2, the density difference between L1 and L2 as well as the solidification rate of the solid interface. In the Ta-Ta2O5 coating, towards the Ta substrate, the β phase appears in the form of elongated cylindrical pockets (Figure 3a); whilst away from the substrate interface it takes a more spherical shape (Figure 3b). This indicates that the float velocity of L2 was less than the advance rate of the α solid phase, and the L2 droplets became surrounded by α, while the rejected oxygen kept on supplying the droplets. However, in laser cladding, the growth rate of the solid front near the substrate interface is much lower than that towards the top of the coating [15], thus the relatively fast float velocity of L2 at locations close to the substrate causes it to become elongated in the growth direction. The Ta2O5 phase trapped between the α dendrites is the result of the eutectic reaction that occurs at a lower temperature than the monotectic reaction temperature. In this case, a complete phase separation of α and Ta2O5 occurred, the eutectic α was deposited onto the primary α already present, and the Ta2O5 finally solidified between the dendrites. In this study, unlike in the previous study of laser cladding synthesis of Ta2O5 coatings on a Ta substrate [16], a ceramic layer of Ta2O5 was not obtained at the top surface of the coating. This was considered to be due to the fact that an Ar-protection atmosphere with an oxygen level of less than 100 ppm was used. These results suggest that compositional graded Ta-Ta2O5 coatings can be fabricated on Ta by adjusting the oxygen content of the processing chamber during laser cladding. To be able to form a graded Ta-Ta2O5 composite coating can be advantageous because the effectiveness of hard ceramic implant coatings is constantly under debate if the implants are permanent and, particularly, if the implants are subject to heavy sliding loads. A main concern is the abrupt change of properties across the ceramic interface [17]. Such problems can lead to delamination or catastrophic brittle fracture of the hard coating and thus accelerate the surface deterioration process.
3.2 Corrosion and wear properties
The potentiodynamic polarization curves obtained for the coating and the Ta substrate are presented in Figure 4. Comparing the free corrosion potential (Ecorr = 0.07 V) and the corrosion current density (Icorr = 0.069 μAcm-2) of the coating to those of the Ta substrate of -0.02 V and 0.143 μA cm-2, respectively, the coating’s Ecorr was about 90 mV more noble and its Icorr is two times less than that of the Ta substrate. The results thus show that the Ta2O5 ceramic phase mainly increases Ecorr of the Ta material and has little effect on Icorr. Figure 5 shows the results of the wear test of the changes of friction coefficient over time. For the substrate material, the friction coefficient fluctuated significantly in the range of 0.15-0.3. On the contrary, the friction coefficient of the coating sample changed only little within a narrow range of 0.07-0.09. The average hardness value measured for the Ta substrate and the coating sample were 127 HV0.5 (max. 134 HV, min. 119 HV) and 517 HV0.5 (max. 529 HV, min. 505 HV), respectively.
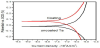

Figure 6 shows the worn surface of the substrate material and the coating after a wear time of 8 minutes. For the substrate, the measured maximum, minimum and average wear track width were 2.69 mm, 2.37 mm and 2.53 mm, respectively. Whereas, for the coating sample, the measured maximum, minimum and average wear track width were 0.44 mm, 0.40 mm and 0.42 mm, respectively. These figures show that the wear resistance of the coating was some six times higher than that of the substrate when wear width was considered. Figure 6b shows that the worn surface of the substrate sample was covered with smeared debris, with a lumpy appearance. These features together with the large fluctuations in friction coefficient suggest that the Ta substrate suffered from a severe stickslip wear process, and the fracture mechanism was predominantly a kind of two-body abrasive wear. The relatively low hardness of Ta allows the hard Al2O3 ball to push in and cut the soft Ta substrate readily, thus the debris adhered to the grinding ball forms a bonding point. The bonding point breaks under the action of the shearing force with the grinding ball lateral movement, causing pile up of the wear debris on the Ta surface. It is known that the friction coefficient is the ratio of the lateral force and the loading force, and the curve of the lateral force versus time is composed numerous serration events (Figure 5). Each stick-slip movement resulted in a significant increase of surface roughness and a periodic fluctuations in force-increasing and decreasing process [18,19], leading to a substantial fluctuation of the friction coefficient of the Ta substrate. In contrast, the wear tracks or grooves on the coating sample are more distinctively defined with much less debris piled up on the surface Figure 6c. It is considered that for the coating, the wear mechanism involved both two-body and three-body abrasion. The hard Ta2O5 phase can be trapped between the rubbing surfaces, causing micro-abrasive action. It is evident that some material has been pushed to the sides of the wear groove due to ploughing (Figure 6d). No evidence of brittle fracture, i.e. cracking, was found in regions surrounding the grooves. This is considered to be due to the excellence toughness of the Ta matrix and, at the same time, the hard Ta2O5 phase discourages the stick-slip action from occurring and thus little fluctuation in friction coefficient was recorded for the coating sample.

4. Conclusions
A Ta2O5 reinforced Ta-based composite coating can be fabricated on Ta without cracks being formed in the coating. Such a composite coating was produced, due to the partial melting of the Ta substrate and the cladding experiment being conducted in an Ar-protection atmosphere. The microstructure of the coating can be interpreted in principle using the Ta-O phase diagram, based on a monotectic reaction.
The presence of pockets of Ta2O5 in the coating suggests that the float velocity of L2 was less than the advance rate of the α-solid interface.
The corrosion and wear resistances of the dual phase composite coating are superior to those of the uncoated Ta material. In particular, the wear resistance of the coating, in terms of wear track width, was six times higher than that of Ta when tested in Hank’s solution.
Competing Interests
The authors declare that they have no competing interests.
Author Contributions
All the authors have made substantial contributions to the experimental design, analysis and interpretation of the data and drafting the manuscript.